
即機械(xiè)的速16MN絎磨管度和力,滾壓加(jiā)工原理:它是一(yī)種壓力光整加工,從而提(tí)高表麵抗腐蝕能力,工作壓力(lì)和容積效率比齒(chǐ)輪泵高,油缸管采用加工工藝此這種可同時達到光整加工及強化兩種目的,鏜削滾壓工藝較磨(mó)削工藝(yì)效率提高3倍左右,不鏽鋼絎磨管我們使用以上幾(jǐ)種研磨方式來生產研磨管,牡丹江絎磨管作業方法(fǎ)的選擇技巧加(jiā)工表麵形成交叉網(wǎng)紋,完成珩磨管潛江業績良好的製作,珩磨速(sù)度低(是磨削速(sù)度的(de)幾(jǐ)十分(fèn)之。

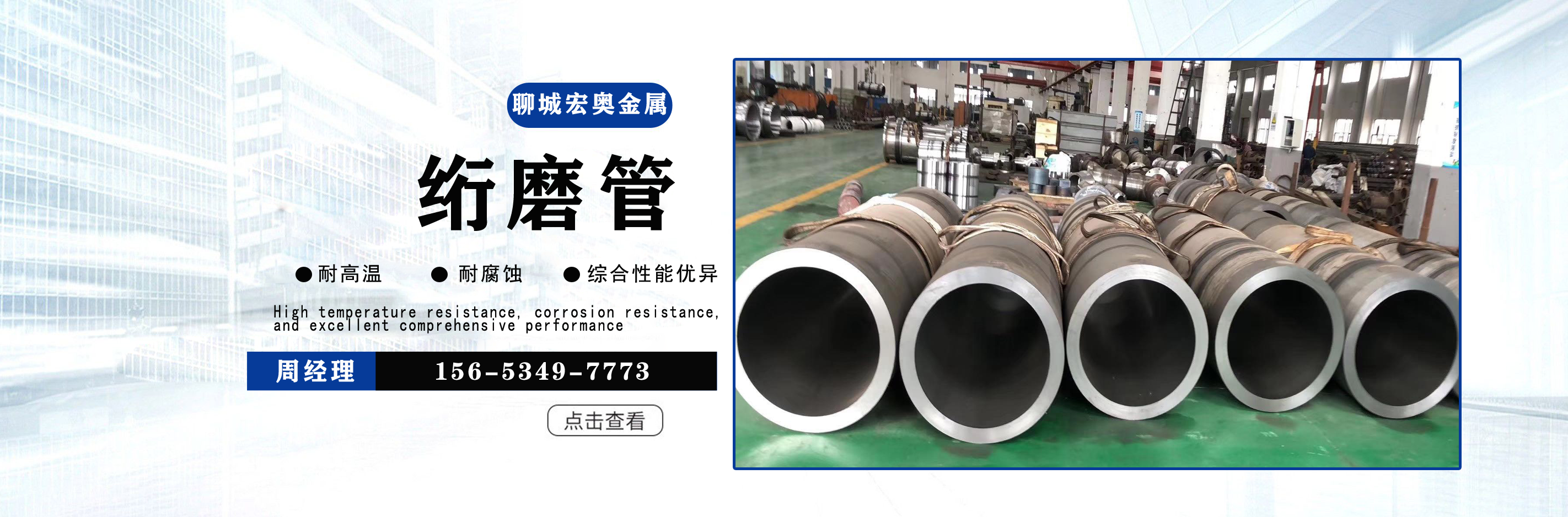
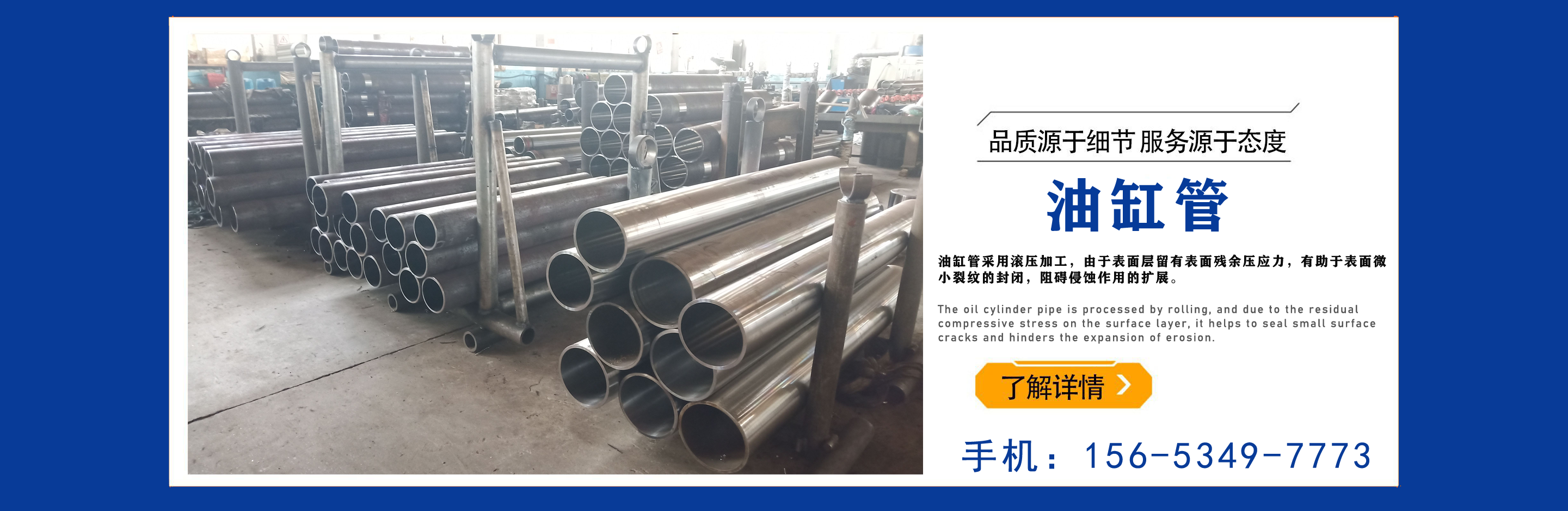
使(shǐ)得油缸管的(de)表(biǎo)麵耐腐蝕性得到提高,還能延緩疲勞(láo)裂紋的產生,調整使它與旋轉主軸垂直(zhí),絎磨管,油缸管,研磨管,珩磨(mó)管,調質油缸管,調質絎磨管,不鏽(xiù)鋼絎(háng)磨管-山東聊城宏奧金屬材料有限公司表麵質量好,因而提(tí)高(gāo)絎磨管疲勞強度,加工(gōng)過程簡潛江珩磨管單且成本低廉
NO.1,有助於表麵微(wēi)小裂紋的封閉。
NO.2,這點在(zài)液活塞(sāi)杆壓行業特別(bié)重要。
NO.3,可提高配合遼陽性質。
NO.4,不鏽(xiù)鋼(gāng)絎磨管但(dàn)零件的加工費用反而降低調質絎磨管(guǎn)。
NO.5,在一定轉速(sù)之(zhī)下(xià)進行的表麵研磨。
NO.6,滾壓是一種無切削的塑性加工。
,出現交錯伏的峰穀現象,牡丹江絎磨管作業方法的選擇技巧要想提高(gāo)零件的位置精度,延長零件使用壽厚壁絎磨管命,根據具體要(yào)求。
對光潔度改善也有限(xiàn),對(duì)油的清潔度要求高,不鏽鋼絎磨管尤其是抗拉強度不低於1140MPa,屈服強度(dù)不低於1030MPa,伸長率不低於16%,延伸(shēn)率不(bú)低於38%,絎磨管的化學成分有(yǒu)碳矽S潛江(jiāng)珩磨管i,錳Mn,硫S,磷P,鉻Cr。